However, a significant difference is that a batch reactor is more or less a general-purpose reaction vessel, whereas a flow reactor is designed for specific reactions to achieve optimal results. Unlike a batch process, where pre-weighed quantities of reactants are charged into the reactor at specific intervals, and the entire mass is discharged at the end of the batch, in a flow reactor process, reactants are continuously fed into the reactor and fully reacted material is continuously discharged from the reactor outlet. Hence, the ratios of the various reactants must be maintained by controlling their flow rates. Thus, accuracy in pumping becomes most important, not only from Stoichiometry point of view but also from the perspective of residence time. Reaction kinetics and reactor volume determine the residence time and, hence, the pumping speed. Also, since each reaction has a different enthalpy of reaction, whether exothermic or endothermic, the heat transfer goals must be factored into the flow reactor design. Thus, apart from Chemistry, knowledge of flow physics and thermodynamics is equally important in designing flow reactor systems.
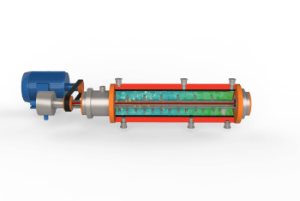
One significant advantage is that the reactor volumes are very small (typically 1 to 10 litres), yet the production capacity is comparable to that of batch reactors of several KL. Hence, expensive metals such as Hastelloy, Inconel, and Titanium can be affordably used for reactor fabrication, thereby eliminating the need for corrosion-resistant linings such as rubber and glass, which act as heat-transfer barriers.
As regards heat transfer capacity, the heat transfer area available per unit reactor volume, in square meters per cubic meter, ranges from 50 to 500 in a flow reactor, compared with only about 3 to 4 in batch reactors.
As one of the most trusted chemical reactor manufacturers in India, we go beyond simple fabrication. We provide tailored system integration that empowers the chemical and pharmaceutical sectors to achieve true operational excellence. Whether you require a pilot-scale setup or a full industrial plant, our engineering expertise ensures precision, safety, and efficiency.